

高頻機應力狀態的分析
分析應力狀態表明,鎮江高頻釬焊,在毛坯上的模具邊緣的壓力值σs ln (r+h)/r 。當r/h值∝1時達到與屈服應力值σs相并論的值。由此,毛坯在彎曲段上的拉伸抗力顯著弱。相反影響是由于彎曲引起這些段的硬化,其較平面段的硬化產生得快。根據r/h值,占優勢的是這些因素之一。
在確定凸模和凹模的小允許圓角半徑Rmin時應從下列條件出發,即不與模具接觸的毛坯段轉入塑性拉伸狀態應在經受接觸壓力的毛坯段的承載能力消失之前。所得值Rmin較一般彎曲時將近大50%,對低碳鋼,Rmin值不超過材料的厚度值。在試驗試樣時斜壁的極限角將近45°,這可用試驗沖壓型材的結果所證實。
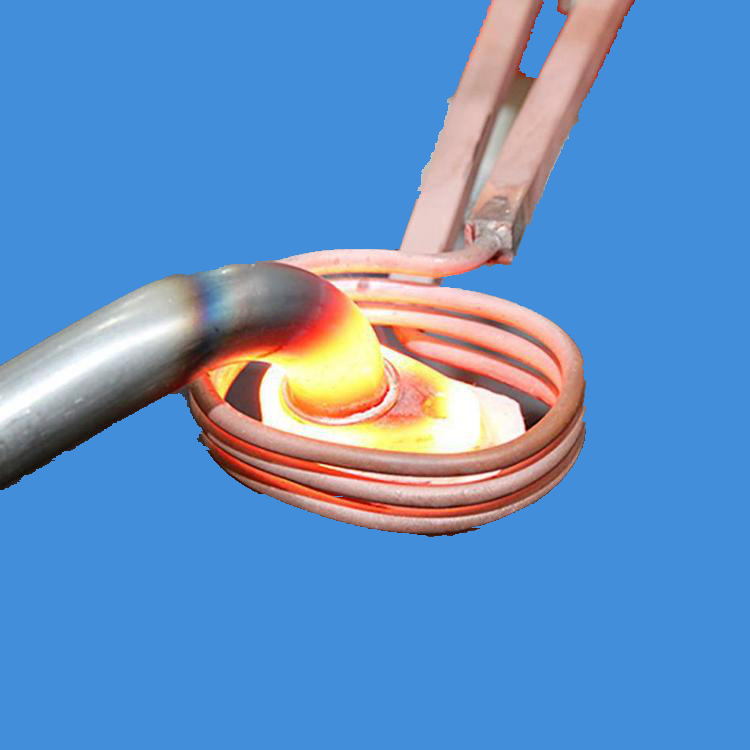
高頻機結構及原理
長度不大的板料型材,以及槽形截面零件傳統上是在專用模具內用1次或2次沖壓制造的。同樣可用通用工具按單元沖壓,但是,采用這種方法時平面段 3應足夠寬。在制造專用模具的凸模和凹模時,應從材料的名義厚度入。出發,配合工作表面。在閉合位置,模具應校正零件的平面段,并排除毛坯自由彎曲的影響。毛坯厚度入的實際值可能與入。值差別很大,高頻釬焊裝置,因此進行校正作用的不是所有段。
例如,對的薄板鋼,厚度h0=2mm的公差δ為±0.15 mm。用名義厚度配合的模具來校正h=2.15mm的毛坯時,在2段上凸模和凹模之間的間隙:為2.15mm,高頻釬焊機型號,而在1段和3段上當σ=30 時Z=2.3mm。若hh是在2段上。
不均勻的校正作用將反映在零件的精度上,這是傳統工藝的缺點之一。傳統工藝的缺點還有模具和設備的費用大,高頻銅管釬焊,因為壓力機的峰值負荷特征產生的功率太大。
16、一開始熔接就出現保護動作。
①火花保護靈敏度調得太高。逆時針旋動線路板上電位器使靈敏度降低。
②吊模熱板發熱體漏電。充分預熱或更換發熱體。
③火花信號線有碰機殼處。檢查并排除。
④火花線路板故障。更換或檢修。
⑤熔接電流設定得太大。調整同調器,減小熔接電流設定值。
17、打開“切斷”開關后,工作時沒有切斷動作。
①切斷氣壓為零。調整“切斷氣壓調節鈕”,將切斷氣壓調整到2-4 Kg / cm2。
②切斷電磁閥損壞。更換。
③“切斷”開關損壞。更換。
④增壓缸損壞。更換。
您有任何意見或建議,請通知我們。我們會繼續努力,根據您的意見或建議不斷提高質量,造出更加先進可靠的機器,回報廣大客戶!


您好,歡迎蒞臨青島天潤高周波,歡迎咨詢...
 觸屏版二維碼 |



 魯公網安備37021402002409號
魯公網安備37021402002409號

